倍捻机常见故障及保养方法
倍捻机是一种常见的纺织机械,在加捻过程中实现一转两捻,效率成倍增加,真正实现大卷装无接头,生产出优质纱线。随着机电技术的不断创新,变频器、PLC技术在倍捻机上得到广泛运用,使其更节能,操作更方便。在传动方面,倍捻采用龙带传动,它结构简单,维修操作方便,成型机构的防叠采用的是机械式防叠,要求纱线通道要光滑,将纱线磨损降到最低。
一、倍捻机的主要结构
主要的倍捻机配件有锭子、机架、齿轮箱、卷取成形、导纱、锭子刹车、电气箱等部分组成。全机结构着重于通用化和系列化,只需要变换少量零件就可以实现锭速、捻向、超喂率、交叉角和卷取筒管等不同规格和形成的变化。

1、机架部分:
本机机架采用散装结构,结构清晰稳固,安装方便,便于清洁。
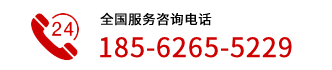
2、主传动部分:
由一条龙带传动左右两侧锭子,依靠张紧轮和锭子弹簧作用,保持锭子对龙带有设定要求的压力,电动机座能够前后移动,使龙带总是保持必需的张力。
3、卷绕成型部分:
卷绕成型动作的完成,是由齿轮箱来实现的,齿轮箱为整体封闭式,采用油浴润滑,主要结构有差动机构和动程变化机构及防硬边装置。捻度交叉角,捻向等变换齿轮均集中在齿轮箱外侧,变换齿轮采用统一模数,轴孔经,厚度,通用性强。
4、卷取部分:
(1)超喂罗拉采用金属园盘式,只要调换机头罗拉轴上的同步轮可实现超喂率的变化,移动导纱轮的位置可改变纱线在超喂罗拉上的包绕角,从而调节纱线的卷绕张力。
(2)磨擦辊筒由胶木制成,上面包有一段摩擦系数很大的高强耐磨胶圈,以保证卷绕动作良好。
5、筒子架部分:
筒子架采用两端有夹盘的钣金件组合,夹盘可同时适应不同锥度筒管的夹持,为防止旋转中筒管跳动,设计有扭簧调压机构来保证筒管与摩擦辊筒有适当的接触压力。
6、导纱钩部分:
导纱钩能垂直调节,以使不同纱支的运行气圈能快速调整到最佳状态,左右调整,使中心导纱圈与锭子张力器顶端瓷圈对准,气圈运行平稳。
7、锭子刹车部分:
采用旋转式刹车,刹车对锭子拉开锭带轮与刹车皮接触,使锭子制动。
二、倍捻机加捻原理分析
锭子每回转一周,纱线形成2个捻,故名倍捻,加捻的过程是通过锭子完成的,第一个捻是在张力器胶囊和锭盘出口处形成,第二个捻在锭盘出口和导纱钩之间形成,当龙带带动徒子转动的同时,摩擦辊也带动筒管转动,从而使纱线从供纱筒进入张力器,通过张力器胶囊的弹性作用所压紧,形成一个握持点,纱线退离锭子的中心孔垂直进入锭盘,接着纱线由锭盘出口经储纱盘偏转到达静止导纱钩,形成气圈,气圈的高度由导纱钩的位置确定,纱线经导纱钩后再通过导纱轮到达超喂罗拉,最后纱线经导纱器交叉卷绕在筒子上。
三、张力的控制
从倍捻锭子的加捻原理可以看出,纱线在倍捻过程中形成两个气圈,从供纱筒子的退绕点到张力器入口处形成第一个气圈,由于供纱筒子直径大小及纱线退绕点的随时变化,使这一气圈的形状和大小也随时变化,因而张力是不稳定的,但是,通过插在筒管中央的张力器及储纱盘,可以对这段纱线的张力起调节作用,使其稳定下来,当纱线离开储纱盘的径向导纱瓷眼到导纱钩之间形成第二个气圈,由于此气圈的形状与长度保持不变,因此纱线受力是均匀的,加捻中要使气圈张力稳定,选择合适的卷绕角是稳定加捻张力的必要条件,卷绕角过小,气圈则变小,易引起断头,相反,如果卷绕角过大,纱线在储纱盘上卷绕量增加,纱线间会产生干涉,也会引起断头, 卷绕角一般为1/2-3/4圈,最多不超过一圈。
倍捻机的张力主要由摩擦力、离心力、捻度的大小等来决定的,影响张力装置附加张力的原因分为以下几个因素:
(1)线速度:线速度:线速度越大,张力装置的附加张力越小;
(2)捻度:捻度越大,张力装置的附加张力就越大;
(3)纱线的粗细:纱线越粗,张力装置的附加张力就越大;
(4)气圈高度:气I圈越高,张力装置的附加张力也越大。
四、捻度与捻向的调节
根据纱线品种的不同,我们首先要调节锭子的转速,倍捻机的锭速主要是由变频器控制,操作较简单,通过调节变频器的频率,从而改变锭速到设定范围。
捻度的调节主要是通过调换齿轮箱后部的A、B、C、D四个齿轮来调整的。捻向的调节主要是通过调整车尾的S、Z换向齿轮的安装位置,同时用钥匙改变切换电器控制箱上的S、Z捻向即可改变捻向,捻向不同,龙带的运行方向也不同,因此,在更改捻向后,要检查龙带的运行情况。
五、成形装置的工作原理
TDN-128B型倍捻机的成形机构是由摩擦辊 (黑辊)上的齿轮Z1,传动Z2与Z2同轴的齿轮 Z3、Z4分别传动两个差微齿轮Z5、Z6,使成形凸 轮带动导丝杆A、B往复运动时沿轴向产生微差位 移,从而改变导丝器C往复导丝的起点,防止纱圈重叠
纱线的卷绕是一个合成运动,由导丝器往复运动和筒子卷绕的圆周运动组成,改变齿轮Z1、 Z2的传动比,可以改变筒子上的卷绕角。
六、紧弱捻产生的原因及注意事项
紧捻:是指捻度超过了设计范围。产生的主要原因是:
(1)卷取筒子回转不灵;
(2)黑辊松动造成 黑辊传动不灵活;
(3)张力过大等。所以,在日常保养中,要注意检查夹盘内是否缠有回丝,夹盘内轴承是否运转灵活,检查黑辊是否松动,张力是否合适,工艺是否符合生产要求等。
弱捻:是指捻度值偏小,产生的主要原因是锭速过慢,锭脚缠有回丝,张力过小,机械方面 主要有锭脚安装位置不正等造成的。所以,日常工作中要经常检查锭脚是否缠有回丝,锭子是否能灵活转动。
七、倍捻机的保养
设备的保养是日常生产中必不可少的环节,机器保养的好环,直接影响产品的质量,以下是倍捻机需要经常检查的部分:
(1)锭子部分:检查锭子运转的灵活性,如果锭子运转不灵或有异响,检查锭子是否缠有回丝或锭子轴承回转不良。解决方法:去除回丝,用专用工具更换锭子轴承。
(2)龙带部分:检查龙带是否产生异响,上下窜动,是否缠有回丝,是否有油污。当龙带污染严重时,锭速会降低和发出异响,因此,应对龙带进行清洁,龙带上下窜动是由于张紧轮高低位 置不良造成的,如发现龙带上下窜动,需及时调整张紧轮的高低位置。
(3)张紧轮部分:龙带传动时,通过张紧轮的外侧和龙带的内侧的共同作用,保持龙带的张力,确保龙带传动不打滑,如果张紧轮转动不灵活会磨损龙带,调整张紧轮时应注意,尽量让龙带在每个张紧轮上的位置保持一致。
(4)加油:加油是减少机械磨损的重要措施。 加油要定期定量,防止漏加和少加,同时注意加油后保持机台清洁。